

Abstract: the article summarizes several common connection technology in lithium ion battery system application, describes the connection technology process and characteristics, and mainly introduces the process parameters of various connection technology, and the latest research results, for the lithium ion battery system connection technology production process control and subsequent development to provide reference.
Key words: lithium-ion battery; connection technology; welding; mechanical connection; process parameters
In recent years, with the implementation of the government's policies to advocate environmental protection and reduce the dependence on petrochemical energy, as well as people's increasing attention to environmental issues, the share of electric vehicles in the automobile market has been showing an exponential growth due to the characteristics of low carbon, environmental protection and energy saving. Due to the advantages of high energy ratio, high power ratio, long cycle life, safety and reliability of lithium-ion battery system, at present, lithium-ion battery has gradually become the most important power source [1,2]
for electric vehicles. Because the development time of lithium ion battery technology is shorter than that of fuel technology, the technology is not mature at present. The safety accidents such as spontaneous combustion, collision and fire of lithium ion battery in electric vehicles have been reported in the news. There are many factors affecting the safety failure of lithium-ion battery system, such as excessive charge and discharge, short circuit, collision, high temperature, loose connection, and other [3]. Among them, there are many safety accidents caused by connection loosening, and there are great uncertainties and difficulties in diagnosis, so the connection technology of lithium ion battery and pool system, and the connection performance of lithium ion battery system improvement, process optimization and process management of manufacturing engineering are of great significance [4].
In lithium-ion battery system, there are many processes involving connection technology. From the process, there are mainly three levels: cell level electrode to pole (Electrodes-to-Tab) and box seal (Case Sealing), module level cell to cell (Cell-to-Cell), battery level module to module (Module-to-Module), as shown in Figure 1 [5]. Because the lithium-ion battery system is composed of many unit batteries and modules, it also involves a lot of connection technologies. Common connection technologies are: ultrasonic welding, resistance spot welding, laser welding, pulse TIG welding, mechanical connection and other [6]. Combined on the application results of the above connection technologies in lithium ion battery system, this paper explores the influencing factors in the processing of various connection technologies.
In lithium-ion battery system, there are many processes involving connection technology. From the process, there are mainly three levels: cell level electrode to pole (Electrodes-to-Tab) and box seal (Case Sealing), module level cell to cell (Cell-to-Cell), battery level module to module (Module-to-Module), as shown in Figure 1 [5]. Because the lithium-ion battery system is composed of many unit batteries and modules, it also involves a lot of connection technologies. Common connection technologies are: ultrasonic welding, resistance spot welding, laser welding, pulse TIG welding, mechanical connection and other [6]. Combined on the application results of the above connection technologies in lithium ion battery system, this paper explores the influencing factors in the processing of various connection technologies.
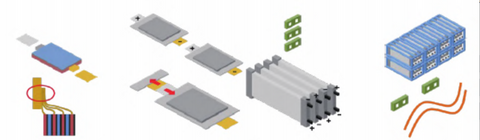
Fig.1 Lithium-ion battery system connection technology level
- Ultrasonic welding
Ultrasonic welding is a kind of solid state welding process, the workpiece does not need to melt, but the use of high frequency ultrasonic (usually above 20kHz) mechanical vibration energy, so that the workpiece is tightened and friction fusion together. Ultrasonic welding can be widely used in the connection of various forms of metal foil, suitable for the welding between the same kind of materials, and the welding between different materials with different melting points. In addition, ultrasonic welding is widely used for its high speed, operation at low temperatures, and suitable for the connection of battery systems. The application of ultrasonic welding in lithium ion electronic system is mainly due to the low welding thickness (<3mm) and the inability to weld [7] for high strength material workpieces.
The process parameters affecting the ultrasonic welding quality are similar to the application of ultrasonic welding in other fields, mainly including welding pressure, welding amplitude and welding time [8]. Welding process parameters have a great impact on the welding performance of the lithium-ion battery system, mainly reflected in the welding quality, mechanical performance, electrical performance, thermal performance, etc.
Das et al. [9] studied the influence of welding process parameters on the mechanical properties of 0.3mm copper electrode to 1mm copper electrode sample, and studied the influence of changes in process parameters on mechanical properties through the T peel strength test (Figure 2). It was found that the welding pressure was varied from 0.5 bar to 4.0 bar, and the maximum stripping strength was reached when the welding pressure was 1.5bar. The welding amplitude is 30 μ m ~ 50 μ m. With the gradual increase of the welding amplitude, the stripping strength does not change much. When the welding amplitude increases to 45 μ m, the stripping strength increases rapidly. When the welding time is 0. 15s~0.55s, the stripping strength gradually increases with the welding time. In conclusion, the final optimized ultrasonic welding process parameters for welding 0.3mm copper electrode to 1mm copper electrode are: welding pressure 1. 5bar, welding amplitude 50 μ m, and welding time 0.55s.

Fig2 T-peeling test unit
Lee et al. [10] studied the influence of process parameters on welding performance by ultrasonic welding with 0.4mm and 1.0mm copper pieces, respectively. The results found that the welding time changed from 0.2s to 1.0s. At the beginning of the welding, the hardness increased by 40% compared with the raw material, but with the further extension of the welding time, the hardness decreased rapidly, even lower than the hardness of the raw material. This is due to the beginning of the welding, the mechanical vibration is equivalent to the cold processing of the copper sheet, improving the Vickers hardness of the copper sheet. However, with the extension of welding time, the process of ultrasonic welding, and the SEM results are shown in Figure 3.
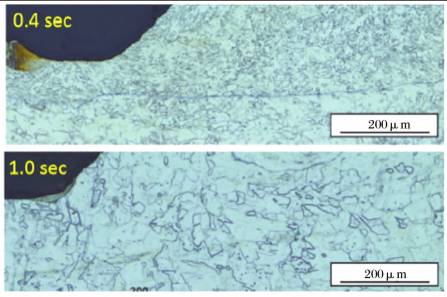
Fig.3 SEM images of samples with different welding times
Different process parameters of ultrasonic welding affect each other, which needs to be considered in practical application. At the same time, the influence of the material is also relatively large, there are two main reasons, one is because different materials have different sensitive welding amplitude; in addition, even if the same amplitude, the optimal welding process parameters of different materials are also different. For example, Das et al. [9] studied the influence of ultrasonic welding process parameters of copper sheet on T stripping strength, and also studied aluminum samples with the same thickness, and the optimized process parameters were: welding pressure 1.5bar, welding amplitude 50 μ m, and welding time 0.35s.
2 Resistor point welding
Resistance spot welding is in the welding process, through the electrode to tighten the workpiece, and turn on the current, and then rely on the resistance of the metal workpiece interface to produce local heat, so that the workpiece for fusion. Because of the advantages of relatively mature process, easy to control, low cost and high working efficiency, it is the most widely used in the traditional automobile manufacturing industry. Similarly, resistance spot welding has a wide range of applications in the connection of lithium-ion batteries, especially in the manufacturing of small-size cylindrical battery cells, as shown in Figure 4.
The process parameters affecting resistance spot welding include current, pressure, pressure time, etc., among which the most important are peak current and peak current time. This is due to the current being too low or the peak current time being too short and the work piece interface is insufficient to generate the heat needed for local melting, which unable to form continuous fusion. But the peak current and the peak current time should not be too large,because if the workpiece is exposed to the peak current for a long time, excessive local heat may be generated to vaporize the material. Therefore, in order to manufacture excellent quality lithium ion battery system, it is necessary to optimize the appropriate resistance spot welding process parameters.
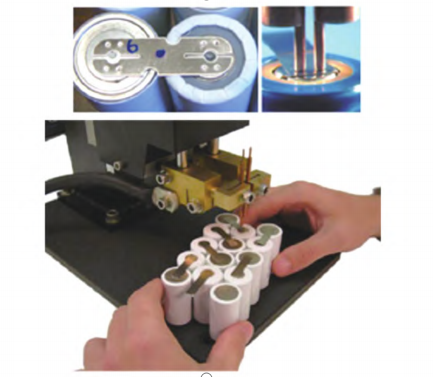
Fig.4 Resistance spot welding of battery unit
Resistance spot welding is used in connecting lithium ion battery systems. There are three main points: (1) the high conductivity materials commonly used in lithium ion batteries are not suitable for resistance spot welding, such as copper and aluminum used as electrode and pole plate, it is difficult to implement resistance spot welding due to high conductivity; (2) resistance spot welding is to melt the welding purpose, different materials are difficult to be welded due to their different melting points; (3) it is difficult to apply to the welding of multilayer workpiece, and it is difficult to produce large welding core, generally 0. 9mm ~ 2. 0mm [11]. However, Das et al. [12] found that in the resistance of low thickness workpiece, welding of different materials (Cu-to-Al with 0.3mm thickness) had larger welding core and showed better welding strength compared to welding of the same materials (0.3 mm Cu-to-Cu and Al-to-Al). And Cu film as the upper workpiece, Al film as the lower workpiece, will have better results.
3 Laser welding
Laser welding is a non-contact welding process, usually in a few milliseconds, the laser beam generates heat to heat the workpiece, while connecting multiple layers of metal together. Generally used for welding of electrolyte containers, connector and bus. As a non-contact welding process, laser welding has corresponding advantages for the connection of lithium-ion battery system. Because laser welding has the least thermal impact area in all welding processes and can be applied in the connection of multiple layer sheets, laser welding is considered the most effective welding process for lithium-ion battery systems, and laser welding is used as shown in Figure 5.
There are many factors affecting the process of laser welding, including swing-related swing frequency and amplitude, laser-related power frequency and pulse time, and equipment-related movement rate and focus range. Shaikh et al [13] used a 150 W Quasi-CW IR laser to weld the copper electrode ear to the steel cylindrical battery box through laser welding, and studied the influence of relevant process parameters on mechanical, electrical and thermal properties. It was found that the laser related parameters, power, frequency and pulse time and shear intensity of the sample were positively correlated, while the pulse time showed a negative correlation, so the best process parameters were optimized, with power of 40%, rate of 500mm / min, pulse time of 2ms, and frequency of 50Hz.

Fig.5 Application of laser welding
However, relevant researchers also found that [14], laser welding requires high accuracy on the assembly position of the workpiece, and the welding material needs to meet high reflectivity, high thermal conductivity and other properties, so it makes the implementation and application of laser welding in lithium ion battery connection more difficult. Through the majority of workers continue to explore, and finally summed up the corresponding corresponding experience. When welding the pole ear up to the terminal, the pole ear needs to be thinner than the thickness of the battery box terminal. In the same way, the processing process parameters need to be strictly controlled, which can provide enough welding energy without penetrating the battery box. Brand et al [15] found that because the melting pool of laser welding is very small, the clearance tolerance is small, so in the pole ear welding, the pole ear is tightened on the battery, we can get better results.
- Pulse TIG welding
Pulsed TIG (Tungsten Inert Gas, tungsten electrode gas protection welding) welding, also known as micro TIG, is a welding process that uses non-molten tungsten electrode to produce electric arc and works under inert gas. Pulse TIG, welding process, has the characteristics of simple operation process, beautiful weld and high quality. Due to the cleaning mechanism of pulse TIG welding, it can clean the resistance oxide film of aluminum alloy, so it is more suitable for the connection [16] of aluminum lithium ion battery system box.
There are many process parameters affecting the welding quality of pulse TIG, including welding current, welding speed, arc voltage, welding wire sending speed, welding diameter and operation factors, etc [17]. Wang Zeli [18] For TIG welding of aluminum alloy, using a single variable method, to study the welding current, welding speed, wire delivery speed, welding depth, welding morphology and other welding quality impact. It was found that the melting depth was positively correlated with the welding current, as shown in Figure Figure 6,It has a negative correlation with the welding speed and wire delivery speed, and the welding current has the greatest influence on the melting depth. Combined with the surface morphology, cladding layer height and melting width, the process parameters are optimized as welding current 125 A, welding speed 200mm / min, and wire delivery speed 1100mm / min.
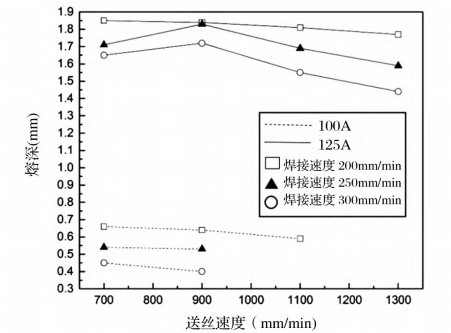
Fig.6 Inflence of various parameters on penetration
At the same time, some research scholar [19] pointed out that due to the high heat of pulse TIG welding, aluminum alloy material is prone to deformation, crack, which is not conducive to the size accuracy control of the box of the lithium ion battery system, and affects the strength of the box, and the connection failure may occur in the use process of later users. Therefore, in the production process, it is necessary to identify the possible defects in advance and avoid them accordingly.
5 Mechanical connection
Existing research data show that a variety of mechanical methods can be used to connect the connection of lithium-ion battery systems, such as nuts, bolts, screws or clips, as shown in Figure 7.
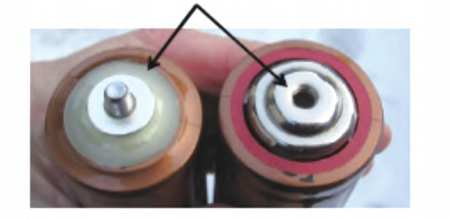
Fig.7 Mechnical joining for bolted tabbed cells
Mechanical connections have the advantages of high strength, easy disassembly and repair, and the operation process usually requires heat. Mechanical connection process, in the industrial manufacturing process, people study more, will not be repeated here. However, different mechanical connection process, in the selection of selection, also need to pay attention to its characteristics. Fussel et al [20] studied different bolt connections such as nuts and bolts, flow drilling screws and threaded forming screws for electrical connections and tested their resistance. It was found that the resistance after these mechanical connections increases over time. And for bolt and screw connection, the change of connection resistance is also affected by the resistivity, geometry and coating and process parameters.
6 Other
Because the lithium ion battery system involves many process procedures, therefore, in addition to the above introduced several connection technologies, the current connection technologies are also mixing friction welding, lead bonding, welding, welding, bonding and other [21-23]. In the design and manufacturing of lithium-ion battery system, in the process of lithium-ion battery system, in order to select the appropriate connection technology, Das and other [24] in different use scenarios, from the perspectives of connection strength, resistance, durability, cost and so on. For example, the connection of the module layer of the cylindrical battery and the soft pack battery, the ideal connection technologies are ultrasonic welding, laser welding and TIG welding.
7 Conclusion
With the development of electric vehicles, the connection technology of lithium-ion battery systems has also made great progress. At the same time, the production of high-quality lithium-ion battery system has gradually become the most critical problem in the field of battery manufacturing. In order to meet the demand for high-quality lithium-ion battery systems, more intensive technical research on connection technology is necessary. In addition to the CT inspection and visual inspection of the connection conditions, CAE analysis can also be introduced to simulate the connection process, optimize the process parameters, reduce the number of tests, and improve the production efficiency and connection performance results. It is believed that with the deepening of connection technology research, the process elements of various connection technology are more and more clear, the production and manufacturing process control is more and more refined, and the quality of lithium ion and battery system is more guaranteed, so as to boost electric vehicles to a new height